BETE manufactures high-performance spray nozzles, fabrications, and spraying systems to reduce the temperature of products, components, and parts for a wide range of industries. Many industrial processes require heating during production, followed by controlled cooling to ambient conditions. Use our spray technology in metal processing to cool castings, extrusions, and heat-treated parts; in food and beverage processing to reduce the temperature of hot-filled products; or in tire manufacturing, where rubber must be rapidly cooled after extrusion to prevent deformation and maintain consistent quality.
Cooling a solid object is often accomplished by spraying it with water. The cooling rate depends on the object’s shape, heat capacity, and the convection coefficient between the object and water. Multi-material objects may have unique considerations for even, complete cooling.
The goal is to distribute a high volume of water completely over the object for maximum contact and heat transfer. Spray nozzles are ideal solutions because their sprays can cover nearly any shape, including complex geometries. Sprays can yield faster, more even cooling compared to traditional immersion methods, as the spray can push through the steam created and contact the surface with fresh, cool water.
For rapid or specialized cooling, liquid nitrogen is often used.
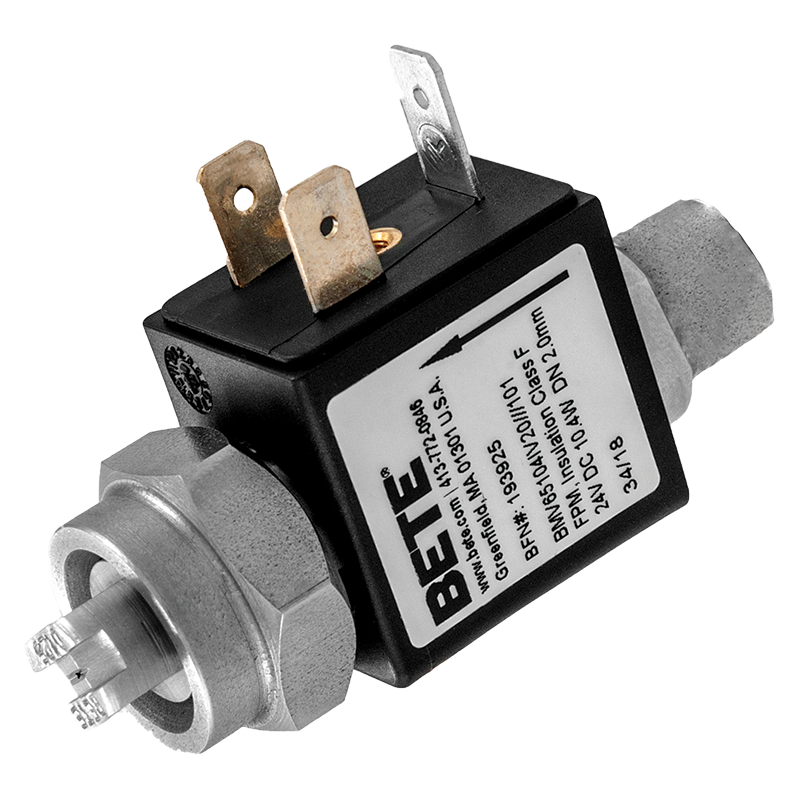
HydroPulse® EHPI Precision Spray Automatic Nozzles
Common Uses & Industries
Conveyor cooling: cooling cans, bottles, and jars after processing and pasteurization
Stationary cooling and quenching of objects, materials, and components
Extrusion cooling: accelerate the cooling of extruded products such as rubber, steel, wires, tubing, etc. as they travel through a dedicated cooling zone
Complex casting cooling: evenly cooling complex components/castings with varying wall thickness
Spiral freezing tunnels
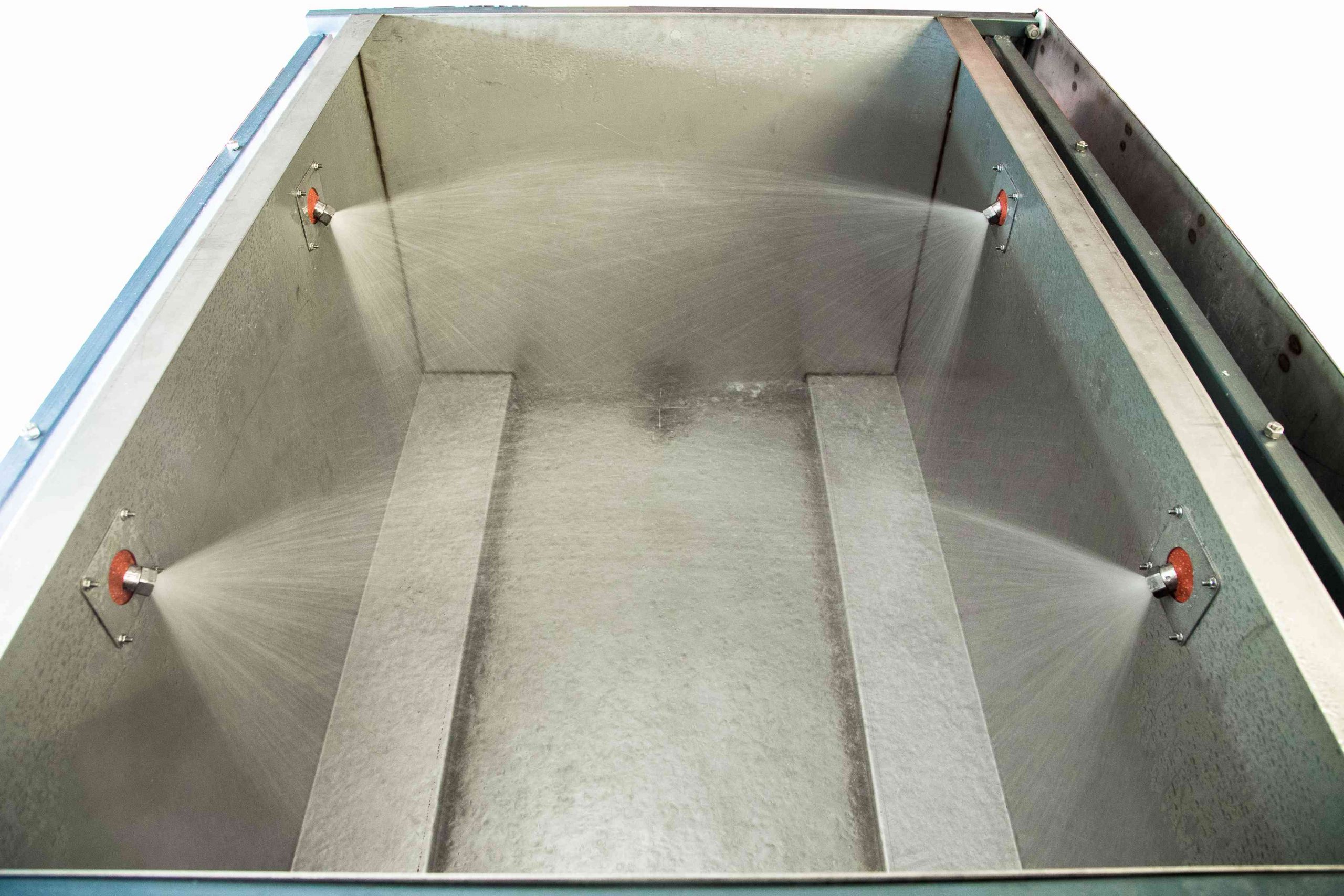
Aluminum Plate Spray Quench System
Important factors to consider:
Target temperature for cooling object(s)
Shape of object(s)
Specific heat of object(s) material
Speed of travel (if moving)
Required coverage
Available and required cooling media flow rate
Available liquid pressure drop (∆P) across the nozzle
- ∆P = supply pressure at nozzle inlet – process pressure outside nozzle
Recommended Nozzles
Contact our spray experts to find the perfect nozzle for your application.